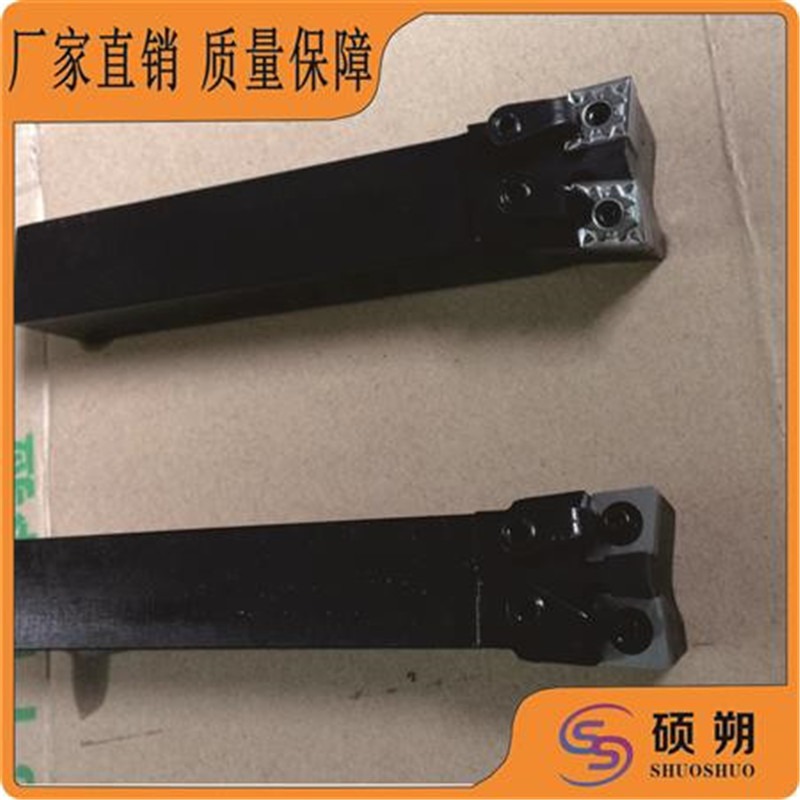
双头机夹车刀杆,非标车刀杆 定做夹车刀杆,非标机夹车刀杆
车削:车削加工的特点是:加工范围广,适应性强,不但可以加工钢、铸铁及其合金,还可以加工铜、铝等有色金属和某些非金属材料,不但可以加工单一轴线的零件,采用四爪卡盘或花盘等装置改变工件的安装位置,也可以加偏心件; 生产率高;刀具简单,其制造、刃磨和安装都比较方便。车削加工在模具制造中主要用于加工圆形凸模、凹模、型芯,以及导柱、导套、定位圈、顶杆、模柄等模具零件。
铣削:铣削加工的特点具体如下: (1) 生产率较高:铣刀为多齿刀具,在铣削时,由于同时参加切削的切削刃数量较多,切削刃作用的总长度长,因而铣削的生产率较高,有利于切削速度的提高。 (2) 铣削过程不平稳:由于铣刀刀齿的切入和切出,使同时参加工作的切削刃数量发生变化,致使切削面积变化较大,切削力产生较大的波动,容易使切削过程产生冲击和振动,因而限制了表面质量的提高。 (3) 刀齿散热较好:由于每个刀齿是间歇工作,刀齿在从工件切出至切入的时间间隔内,可以得到一定的冷却,散热条件较好。但是,刀齿在切入和切出工件时,产生的冲击和振动会加速刀具的磨损,使刀具耐用度降低,甚至可能引起硬质合金刀片的碎裂。因此,铣削时,若采用切削液对刀具进行冷却,则必须连续浇注,以免产生较大的热应力。


双头机夹车刀杆,非标车刀杆 定做夹车刀杆,非标机夹车刀杆
车削:车削加工的特点是:加工范围广,适应性强,不但可以加工钢、铸铁及其合金,还可以加工铜、铝等有色金属和某些非金属材料,不但可以加工单一轴线的零件,采用四爪卡盘或花盘等装置改变工件的安装位置,也可以加偏心件; 生产率高;刀具简单,其制造、刃磨和安装都比较方便。车削加工在模具制造中主要用于加工圆形凸模、凹模、型芯,以及导柱、导套、定位圈、顶杆、模柄等模具零件。
铣削:铣削加工的特点具体如下: (1) 生产率较高:铣刀为多齿刀具,在铣削时,由于同时参加切削的切削刃数量较多,切削刃作用的总长度长,因而铣削的生产率较高,有利于切削速度的提高。 (2) 铣削过程不平稳:由于铣刀刀齿的切入和切出,使同时参加工作的切削刃数量发生变化,致使切削面积变化较大,切削力产生较大的波动,容易使切削过程产生冲击和振动,因而限制了表面质量的提高。 (3) 刀齿散热较好:由于每个刀齿是间歇工作,刀齿在从工件切出至切入的时间间隔内,可以得到一定的冷却,散热条件较好。但是,刀齿在切入和切出工件时,产生的冲击和振动会加速刀具的磨损,使刀具耐用度降低,甚至可能引起硬质合金刀片的碎裂。因此,铣削时,若采用切削液对刀具进行冷却,则必须连续浇注,以免产生较大的热应力。
 在线客服
在线客服