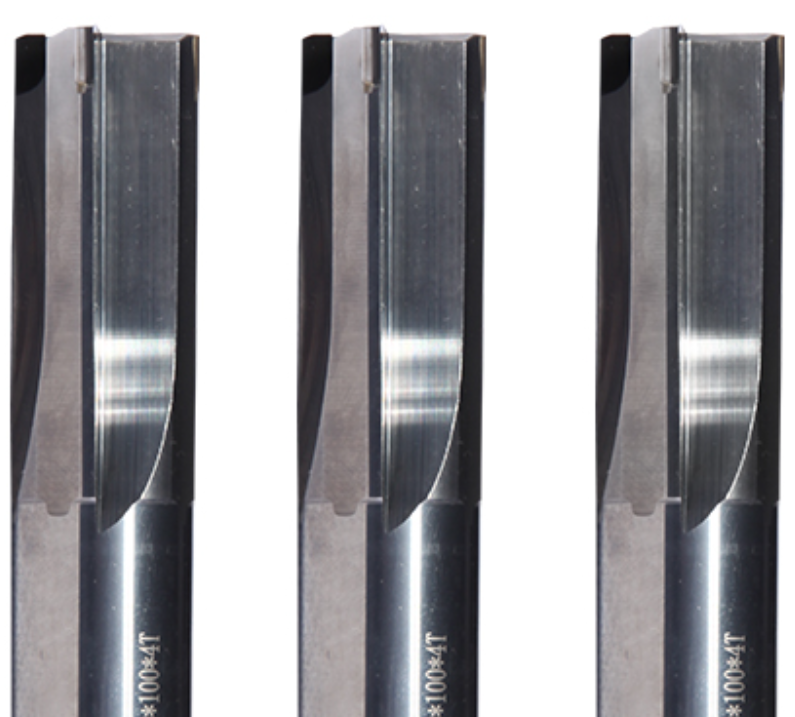
PCD金刚石刀具,PCD金刚石成型刀具
聚晶金刚石(PCD)刀具PCD刀具的正确应用是获得满意加工效果的前提。虽然刀具失效的具体原因各不相同,使用人正确的使用方法同样至关重要。选用PCD刀具时,应正确把握刀具的适应范围。例如:选用PCD刀具加工黑色金属工件(如不锈钢)时,由于金刚石极易与钢中的碳元素发生化学反应,将导致PCD刀具迅速磨损,因此,加工淬硬钢的正确选择应该是PCBN刀具。
一般来说,为了减小切削力,防止产生积屑瘤,PCD刀具应采用正切削角。但在加工高硅铝合金时(尤其在用PCD刀具替代硬质合金刀具进行加工时),PCD刀具的后角通常会比硬质合金刀具采用的后角(如250)略微减小,以改善PCD刀具切削刃对高硅铝合金的切削性能。PCD刀具的正前角也不宜过大,因为刀具前角越大,其切削刃强度越低,通俗地讲就是,PCD刀具的后角越小,切削刃的强度越高。
为了在保证刀具为正切削角的前提下尽可能提高切削刃强度,将具有负前角的CNMX刀片焊接在PCD刀具刀尖部位并形成正切削角,这样,刀片的负前角既提供了较高的切削刃强度,又不会影响刀具的正常切削。制造PCD刀具切削刃时,不需对金刚石刀尖作过多工艺处理,对于PCD铣刀,可对切削刃进行轻微刃磨,此外,使切削刃产生一定的轴向倾角也有助于提高PCD刀具的切削性能。

SS硕朔生产制造整硬合金刀具、、焊接合金或PCD金刚石等,并提供相关刀具返修研磨服务。
切削加工铝合金材料时,硬质合金刀具的粗加工切削速度约为120m/min,而聚晶金刚石(PCD)刀具即使在粗加工高硅铝合金时其切削速度也可达到约360m/min。刀具制造推荐采用细颗粒(或中等颗料)PCD牌号加工无硅和低硅铝合金材料。采用粗颗粒PCD牌号加工高硅铝合金材料。如铣削加工的工件表面光洁度达不到要求,可采用晶粒尺寸较小的修光刀片对工件表面进行修光加工,以获得满意的表面光洁度。
聚晶金刚石(PCD)刀具刀片的成功应用不仅取决于合理选用刀具几何参数和切削参数,同时还需要刀具供应商对刀具使用中遇到的问题提供对应解决方案。
PCD金刚石刀具,PCD金刚石成型刀具
聚晶金刚石(PCD)刀具PCD刀具的正确应用是获得满意加工效果的前提。虽然刀具失效的具体原因各不相同,使用人正确的使用方法同样至关重要。选用PCD刀具时,应正确把握刀具的适应范围。例如:选用PCD刀具加工黑色金属工件(如不锈钢)时,由于金刚石极易与钢中的碳元素发生化学反应,将导致PCD刀具迅速磨损,因此,加工淬硬钢的正确选择应该是PCBN刀具。
一般来说,为了减小切削力,防止产生积屑瘤,PCD刀具应采用正切削角。但在加工高硅铝合金时(尤其在用PCD刀具替代硬质合金刀具进行加工时),PCD刀具的后角通常会比硬质合金刀具采用的后角(如250)略微减小,以改善PCD刀具切削刃对高硅铝合金的切削性能。PCD刀具的正前角也不宜过大,因为刀具前角越大,其切削刃强度越低,通俗地讲就是,PCD刀具的后角越小,切削刃的强度越高。
为了在保证刀具为正切削角的前提下尽可能提高切削刃强度,将具有负前角的CNMX刀片焊接在PCD刀具刀尖部位并形成正切削角,这样,刀片的负前角既提供了较高的切削刃强度,又不会影响刀具的正常切削。制造PCD刀具切削刃时,不需对金刚石刀尖作过多工艺处理,对于PCD铣刀,可对切削刃进行轻微刃磨,此外,使切削刃产生一定的轴向倾角也有助于提高PCD刀具的切削性能。
SS硕朔生产制造整硬合金刀具、、焊接合金或PCD金刚石等,并提供相关刀具返修研磨服务。
切削加工铝合金材料时,硬质合金刀具的粗加工切削速度约为120m/min,而聚晶金刚石(PCD)刀具即使在粗加工高硅铝合金时其切削速度也可达到约360m/min。刀具制造推荐采用细颗粒(或中等颗料)PCD牌号加工无硅和低硅铝合金材料。采用粗颗粒PCD牌号加工高硅铝合金材料。如铣削加工的工件表面光洁度达不到要求,可采用晶粒尺寸较小的修光刀片对工件表面进行修光加工,以获得满意的表面光洁度。
聚晶金刚石(PCD)刀具刀片的成功应用不仅取决于合理选用刀具几何参数和切削参数,同时还需要刀具供应商对刀具使用中遇到的问题提供对应解决方案。
 在线客服
在线客服