高效动态侧切铣刀开粗王
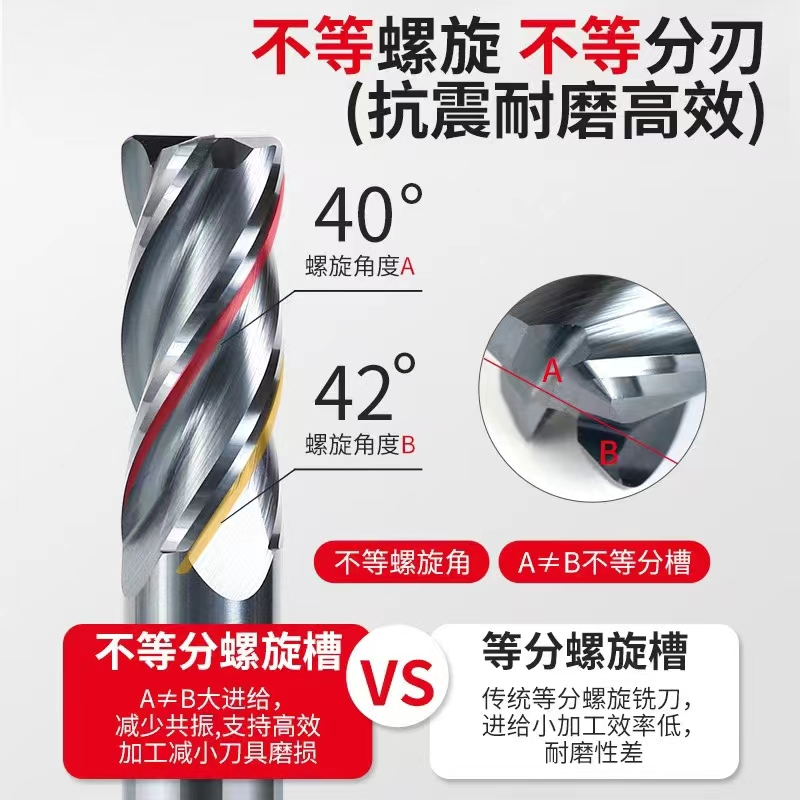
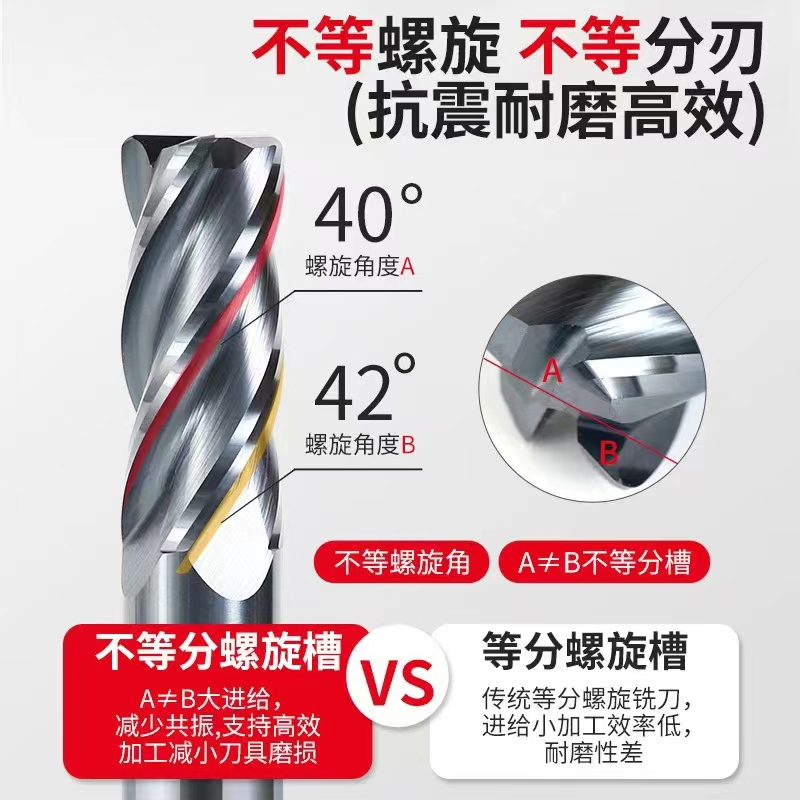
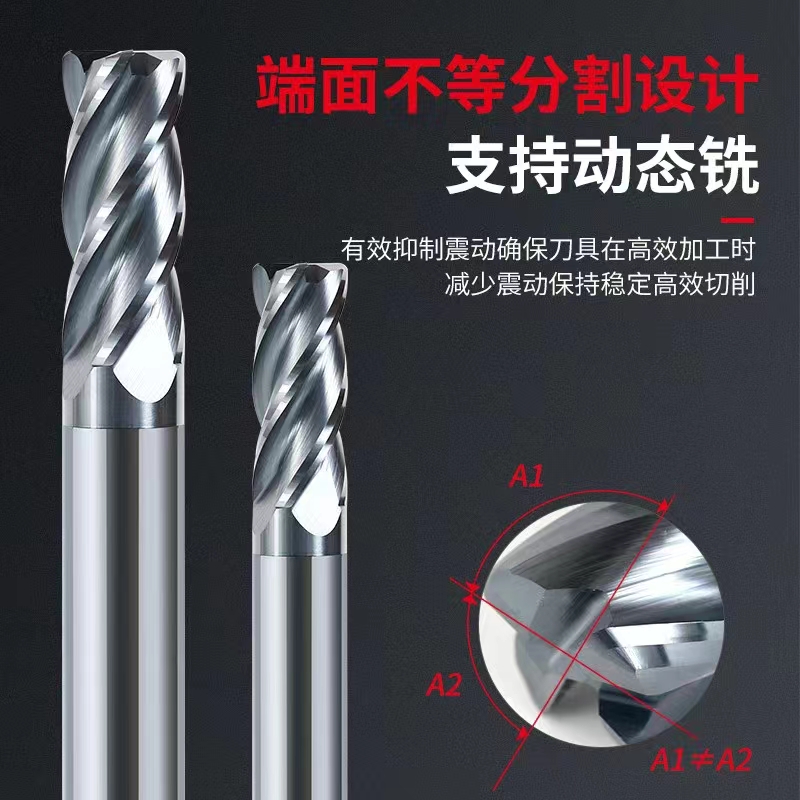
SS硕朔高效动态侧切铣削开粗王刀具采用端面不等分割设计,支持动态铣削加工,能有效抑制震动,确保刀具在高效加工时减少刀体震动,保持稳定高速切削加工;硕朔采用不等分螺旋角,减少共振,大进给,提高耐磨性减小刀具磨损,具有抗震耐磨高效开粗加工;

高效动态侧切铣刀开粗加工是一种新的编程加工方式,它主要是利用刀具侧刃来铣削工件,借助高速机床的高转速、高速进给以及加工过程中吃刀量的稳定性,能在较短的时间内达到开粗加工,快速铣削材料目的,进而提高工件加工效率,降低企业生产成本。通常加工刀路大都采用刀具底刃来销削工件,加工效率相对偏低,而高效动态侧刃加工铣刀,是运用侧刃进行开粗加工,是数控编程加工一项新技术,较以往加工方式有较大改进和突破。高效动态侧刃加工技术在高速机床和高硬刀具的配合下更能突出速度优势,尤其是在高速动态开粗加工中优势更加明显。通常在零件加工时,传统的编程刀具路径中,刀具负载稳定性较差,在刀具路径有急转弯时比较容易出现机床振动加剧现象,以及由于刀具受力的急剧变化引起的刀具快速折损现象,导致工作效率低下。而高速动态加工理念下的刀具路径则是在原先刀具路径的基础上加入几何算法,通过对刀具路径的优化(如尽量避免刀具路径的急转弯、尽量避免满刃切削、尽量保持均匀的吃刀量等等),保证了整个切削加工过程中机床负载和刀具受力的稳定性,这点对于保护机床导轨、丝杠,延长刀具使用寿命及提高加工效率。
硕朔生产、定做的高速高效动态侧刃开粗加工刀具在快速发展的制造业里,,应用范围更广,适用于高速动态加工技术的刀具具有硬度高、耐磨、耐高温,具备了优良的力学性能,符合高速动态铣削技术特点,更好的适应了新时期制造业的要求。高速高效动态侧刃开粗加工刀具对机床要求较高,为适应高速加工时主轴转速高以及机床运动部件加速度高等要求,开始对机床刚性、主轴运转稳定性、导轨强度等提出了更高的要求。否则易出现铣削平面、刀痕明显、铣削曲面出现凹点、铣削陡斜面出现弹刀等问题。高效动态侧刃铣削加工技术的发展和应用,高速加工中心机床具备了卓越的系统功能、良好的机械结构和动态稳定性,能够为加工高质量的零件提供保证。从而使机床在高速加工中的跟踪误差趋于较小值,以达到较高的加工精度。
高效动态侧刃开粗加工刀具在加工过程中,力求全程顺铣、吃刀量和刀具受力保持均匀、以及刀具路径在进退刀和拐角处保持刀路圆顺等,以换取更高的加工速度。将其应用于数控铣削中,可以将高速与数字化仿形技术相结合,能有效减小动态刀路轨迹误差,还能在高速进给的状态下取得较高的加工精度,从而保证加工质量,提高加工质量的稳定性。
高效动态侧刃开粗加工刀具在加工工件为45#刚材料,加工部分属于封闭式内腔挖槽加工,如果采用常规的挖槽方式进行分层铣削,则开粗加工时间会较长,而采用高速动态加工方式开粗则可大大缩短加工时间,提高加工效率。
刀具设定是数控铣削中较为重要的部分,加工刀具的选择关系到整个数控铣削的加工效率和加工质量,刀具的切削性能对切削效率的高低和加工质量有很大的影响。比如在加工硬度较高的材料(如模具钢之类)时,这就需要加工刀具必须具备较高的精度、刚度、强度以及耐用度,尤其是在高速动态铣削加工中,刀具须具备良好的耐高温性、耐磨性等特性,使其即使在高强度的加工状态下也能保质保量的完成铣削加工。在该零件的开粗加工过程中,如加工深度为15mm、材料为45#钢、图形中较小圆角半径为R6等具体因素,考虑到高速动态加工的加工原理和刀具路径特点,选用8mm直径的4刃平底钨钢铣刀进行开粗加工。若选用16mm直径的4刃平底刀进行开粗,则后续需对工件进行二次开粗,这将大大的增加了加工时间;从动态加工刀具路径模拟结果也会发现,在相同的进给速度和相同的吃刀量的情况下,用16mm直径的刀和用8mm直径的刀在开粗的加工时间上相差无几,而且16mm直径钨钢铣刀的成本远高于8mm直径钨钢铣刀。由此可见,无论是从加工效率还是从加工成本考虑,高效动态侧切开粗加工技术在数控铣削的应用中都具有无法比拟的优势。
综述,高速动态铣刀动态加工技术的应用,减轻了机床以及刀具的负载,既能保护机床的导轨、丝杠,又延长了刀具的使用寿命,达到了提高加工效率和降低生产成本的目的。SS硕朔在高效动态侧切开粗加工的实践中不断提高数控铣削的加工效率和加工质量,从而为促进机械加工制造业的更快发展添砖加瓦。
高效动态侧切铣刀开粗王
SS硕朔高效动态侧切铣削开粗王刀具采用端面不等分割设计,支持动态铣削加工,能有效抑制震动,确保刀具在高效加工时减少刀体震动,保持稳定高速切削加工;硕朔采用不等分螺旋角,减少共振,大进给,提高耐磨性减小刀具磨损,具有抗震耐磨高效开粗加工;
高效动态侧切铣刀开粗加工是一种新的编程加工方式,它主要是利用刀具侧刃来铣削工件,借助高速机床的高转速、高速进给以及加工过程中吃刀量的稳定性,能在较短的时间内达到开粗加工,快速铣削材料目的,进而提高工件加工效率,降低企业生产成本。通常加工刀路大都采用刀具底刃来销削工件,加工效率相对偏低,而高效动态侧刃加工铣刀,是运用侧刃进行开粗加工,是数控编程加工一项新技术,较以往加工方式有较大改进和突破。高效动态侧刃加工技术在高速机床和高硬刀具的配合下更能突出速度优势,尤其是在高速动态开粗加工中优势更加明显。通常在零件加工时,传统的编程刀具路径中,刀具负载稳定性较差,在刀具路径有急转弯时比较容易出现机床振动加剧现象,以及由于刀具受力的急剧变化引起的刀具快速折损现象,导致工作效率低下。而高速动态加工理念下的刀具路径则是在原先刀具路径的基础上加入几何算法,通过对刀具路径的优化(如尽量避免刀具路径的急转弯、尽量避免满刃切削、尽量保持均匀的吃刀量等等),保证了整个切削加工过程中机床负载和刀具受力的稳定性,这点对于保护机床导轨、丝杠,延长刀具使用寿命及提高加工效率。
硕朔生产、定做的高速高效动态侧刃开粗加工刀具在快速发展的制造业里,,应用范围更广,适用于高速动态加工技术的刀具具有硬度高、耐磨、耐高温,具备了优良的力学性能,符合高速动态铣削技术特点,更好的适应了新时期制造业的要求。高速高效动态侧刃开粗加工刀具对机床要求较高,为适应高速加工时主轴转速高以及机床运动部件加速度高等要求,开始对机床刚性、主轴运转稳定性、导轨强度等提出了更高的要求。否则易出现铣削平面、刀痕明显、铣削曲面出现凹点、铣削陡斜面出现弹刀等问题。高效动态侧刃铣削加工技术的发展和应用,高速加工中心机床具备了卓越的系统功能、良好的机械结构和动态稳定性,能够为加工高质量的零件提供保证。从而使机床在高速加工中的跟踪误差趋于较小值,以达到较高的加工精度。
高效动态侧刃开粗加工刀具在加工过程中,力求全程顺铣、吃刀量和刀具受力保持均匀、以及刀具路径在进退刀和拐角处保持刀路圆顺等,以换取更高的加工速度。将其应用于数控铣削中,可以将高速与数字化仿形技术相结合,能有效减小动态刀路轨迹误差,还能在高速进给的状态下取得较高的加工精度,从而保证加工质量,提高加工质量的稳定性。
高效动态侧刃开粗加工刀具在加工工件为45#刚材料,加工部分属于封闭式内腔挖槽加工,如果采用常规的挖槽方式进行分层铣削,则开粗加工时间会较长,而采用高速动态加工方式开粗则可大大缩短加工时间,提高加工效率。
刀具设定是数控铣削中较为重要的部分,加工刀具的选择关系到整个数控铣削的加工效率和加工质量,刀具的切削性能对切削效率的高低和加工质量有很大的影响。比如在加工硬度较高的材料(如模具钢之类)时,这就需要加工刀具必须具备较高的精度、刚度、强度以及耐用度,尤其是在高速动态铣削加工中,刀具须具备良好的耐高温性、耐磨性等特性,使其即使在高强度的加工状态下也能保质保量的完成铣削加工。在该零件的开粗加工过程中,如加工深度为15mm、材料为45#钢、图形中较小圆角半径为R6等具体因素,考虑到高速动态加工的加工原理和刀具路径特点,选用8mm直径的4刃平底钨钢铣刀进行开粗加工。若选用16mm直径的4刃平底刀进行开粗,则后续需对工件进行二次开粗,这将大大的增加了加工时间;从动态加工刀具路径模拟结果也会发现,在相同的进给速度和相同的吃刀量的情况下,用16mm直径的刀和用8mm直径的刀在开粗的加工时间上相差无几,而且16mm直径钨钢铣刀的成本远高于8mm直径钨钢铣刀。由此可见,无论是从加工效率还是从加工成本考虑,高效动态侧切开粗加工技术在数控铣削的应用中都具有无法比拟的优势。
综述,高速动态铣刀动态加工技术的应用,减轻了机床以及刀具的负载,既能保护机床的导轨、丝杠,又延长了刀具的使用寿命,达到了提高加工效率和降低生产成本的目的。SS硕朔在高效动态侧切开粗加工的实践中不断提高数控铣削的加工效率和加工质量,从而为促进机械加工制造业的更快发展添砖加瓦。
 在线客服
在线客服